In today’s environment, planners are challenged to do more with less. Often this results in personnel depending on systems that have long since exceeded their planned lifespan to complete the mission. It is common for vehicles and equipment to be in use decades after their introduction in configurations which never could have been envisioned by the original designer.
The fact that these platforms are able to successfully perform these roles and maintain the USA’s dominant position on the globe is a testament to the men and women who operate and maintain them, as well as to the original designers and manufacturers.
Nevertheless, there are challenges with operating aging systems. Foremost among these is the availability of components. Too often, the original manufacturer is either no longer in business or no longer supports that product line. In those cases, once the stock of parts is exhausted, a source must be found or valuable equipment is rendered useless. This was the challenge faced by the State of California with their firefighting equipment.
The California Department of Forestry and Fire Protection (CAL FIRE) was finding it increasingly difficult to source wheels for a critical piece of firefighting equipment that have been in service since the mid-1970s. When a wheel failed an inspection due to a crack or a dimension being outside of acceptable limits, the typical practice had been to source a wheel from a boneyard. However this supply was eventually exhausted, and the State of California’s ability to protect its citizens from wildfires was put at risk due to the lack of suitable wheels.
A wheel is a deceptively complex component, with many critical interfaces and complex loading requirements. Simply copying the geometry would not be sufficient to guarantee performance equivalent to the legacy wheels, and the consequence of failure would be great. The teams at GS Engineering and L’Anse Manufacturing accepted the challenge of providing replacement wheels to CAL FIRE, enabling uninterrupted service to the residents of California.
This effort started with gathering all available requirements on the wheel. In this case, no engineering drawings or data were available, only a wheel standard from 1962. This document referenced contemporary military and industry standards, many of which were since obsolete or canceled. In order to ensure replacement wheels would meet not only the original design intent, but also meet current specifications, this document trail was traced and understood. With a firm understanding of the requirements governing the original wheel, modern standards were substituted to ensure equivalent or greater performance.
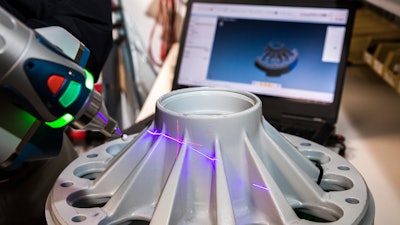
Next, the geometry was defined. This started with a 3D scan and coordinate measuring machine (CMM) inspection of a representative legacy wheel using GS Engineering’s in-house equipment and capabilities. The result of this data collection is a surface model of the component. The 3D scanning and CMM equipment provide a remarkably precise “snapshot” of the component within .003”. This capability is becoming more and more ubiquitous and producing a surface model which looks like the component can be done using these tools relatively quickly. However, while this is a great way to determine what a component is, it does nothing to tell you what it is allowed to be. As any experienced engineer or machine shop will tell you, the key to producing a functional component economically is in the proper definition of tolerances.
In order to sufficiently constrain these tolerances, GS Engineering’s design team converted the scan and probe data into a fully featured CAD model of the components so that each parameter could be adjusted and controlled. In order to understand the function and requirements of each feature of the wheel, GS Engineering worked with CAL FIRE maintenance personnel to identify every component that interfaced with the wheel. This included the tire, o-rings and seals, bearings, fasteners, brake hardware, and other components.
In all, over a dozen individual items were identified and their individual requirements were defined. This differed for each component, but included interface dimensions and tolerances, surface finish requirements, concentricity and runout, and alignment. This exercise allowed definition of tolerances which would be sufficient to ensure performance of the wheel assembly, but not overly tight so as to drive unnecessary cost into the manufacturing.
 Testing of the wheel design.GS Engineering Inc.
Testing of the wheel design.GS Engineering Inc.
Next, GS Engineering performed an investigation of material properties, which included mass spectroscopy to determine chemical composition of the alloy and tensile tests to gain insight into the strength and elongation properties of the material.
Of course, documenting the wheel is of no use if it cannot be produced economically in the required quantities. In this situation, a fully-closed-die forging tool would be prohibitively expensive. Therefore, GS Engineering and L’Anse Manufacturing adapted the design to be produced utilizing an open-die forging process.
This process has a much lower initial tooling cost, but results in subtle differences in material properties which must be understood and accounted for in the design. This required GS Engineering to deploy its analysis capabilities to evaluate stresses in the wheel under design load cases. These stresses are then compared to the material properties resulting from the varying forging processes to determine suitability for the application.
GS Engineering then produced a full technical data package to enable production of the wheel components and to control the configuration of the wheel. The close collaboration between GS Engineering and L’Anse Manufacturing led to a seamless transition from design to prototype production. L’Anse Manufacturing’s “low-volume, high-mix” production model allows for fast transition from a CAD model to high- precision prototype components.
Following prototype production, GS Engineering coordinated a testing phase to ensure the wheel was suitable to proceed to on vehicle testing. This consisted of various tests which challenged different aspects of the wheel’s performance, including instrumented load testing involving application of strain gauges, data collection, and post processing. These results were used to validate modeling and compare strain values against threshold values established in the specification.
With positive test results in hand, serial production of the components could begin. L’Anse Manufacturing is perfectly structured for production of components of this type. L’Anse Manufacturing’s AS9100 certified processes, state of the art CNC machining and inspection equipment, and dedicated and talented personnel are able to produce complex components on-time and within spec at volumes which meet the needs of the customer.
Often, the reason legacy components are out of production is because the required volumes are too small to justify maintaining a production line. L’Anse Manufacturing’s production model lends itself to short runs of components. During this effort, the strong partnership between engineering and production teams allowed CAL FIRE to keep their equipment in service and meet the firefighting needs of the State of California.
This piece was written by Justin LaCosse & Kevin Hubert of GS Engineering Inc.


















