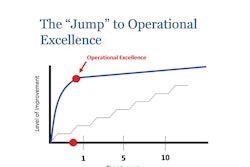
Oxbo International Corp. (Oxbo) has been recognized around the world for its innovative products and engineering solutions for specialized agricultural equipment, and particularly as a world leader in specialty harvesters. Years ago, the company put forth a strategy referred to as “integrated agility” which was founded on lean manufacturing principles and designed to develop more flexibility. As a specialized equipment manufacturer, the company needed to consider how it could better its manufacturing process with modularity and streamline its engineering needs to simplify the design process for time and cost savings, while still meeting the niche requirements of its industry.
“The foundation of this strategy is the use of lean manufacturing and continuous improvement methodologies which has enabled benefits such as operational consistency with the use of standard work processes and similar manufacturing capabilities, global capacity management to accommodate large variations in demand, and rapid response to serve customers with quality products and services,” says Joe Perzia, Senior VP of Operations, Oxbo.
Oxbo has three facilities—at which it develops, designs, and manufactures all of its harvesters and mergers—located in Byron, NY; Clear Lake, WI; and Lynden, WA. “We have an operational strategy to have the flexibility to manufacture any product at any location at any time. Often times we have demands for one of our harvesting products that exceeds the capabilities of one plant, so we need to be able to quickly leverage the manufacturing capabilities of another location,” Perzia says.
Process implementation for commonality
The process didn’t happen overnight, rather 10 years, but it has led the company to lower component inventories, and create common engineering platforms and manufacturing strategies. “We harvest a lot of crops. We couldn’t possibly manufacture effectively if we had specialized machines for every single crop that we only make a handful of each year,” says Perzia.
Within the 10 years the company was busy reevaluating and redoing its manufacturing and engineering processes, Oxbo completed two portfolio-diversifying acquisitions. The purchased assets of FMC Corp.’s pea combine product line in 2003 and the addition of the Korvan grape and berry harvesters brand in 2004 to complete Oxbo’s line of vineyard mechanization products added significantly more product lines to juggle. Furthermore, internally the company was continuing to grow organically as derivative products were being developed from its existing core product lines. “We determined that we couldn’t handle the variety of products without trying to leverage common components and common modular systems,” Perzia says.
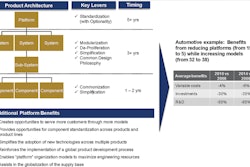
With the platform strategy, the goal was to give Oxbo a mass-production feel in such a way that the company could capitalize on the economies of scale normally only advantageous to larger companies with higher production volumes. The strategy involved the implementation of a common integrated ERP (enterprise resource planning) system, common integrated CAD systems and similarly equipped facilities.
“We started with the basic 5S practices of lean manufacturing (sorting, straightening, sweeping, standardizing and sustaining), value stream mapping, and training of the lean process with all of the employees.” The first major change was moving away from a batch operation where several machines were built at once to a one-piece flow model of manufacturing. “We started with the foundation of order-delivery lead-time time reduction, and through that we’ve developed continuous improvement teams and host events that speak to improving the speed at which products flow through the operation,” says Perzia. “The lean process has evolved into a more holistic approach, and as we continue the training, the level of sophistication at which we’re able to analyze a process for lean opportunities has been heightened because of the growing familiarity and comfort with the concepts.”
When the tier emissions regulations were passed and implemented into the off-road industry, Oxbo had already begun its platform approach, but “we didn’t want to take any steps backwards,” says Perzia. “Since we had to reevaluate our engine choices for compliancy purposes, we were able to apply our modular mentality in such a way that leveraged our existing product lines with similar engine choices. Basically, [the emissions regulations] gave us the opportunity to be consistent with our strategy.”
Commonalities encourage faster responsiveness
Since each Oxbo facility implemented the same fully integrated ERP system and engineering drawing network, along with adhering to similar manufacturing capabilities, the company was able to achieve operational consistency and design and manufacturing continuity. Each location has similar laser cutting capabilities, CNC presses and machining equipment like robotic welding and electrostatic finishing. Self-directed work teams share standard work policies and procedures to provide a solid foundation for day-to-day operations. “When we buy capital equipment for one facility or another, we are always cognizant of where our capabilities lay to make sure if there is a particularly unique asset that can be leveraged at a specific facility, everyone is aware of that across the entire company,” says Perzia.
The streamlined processes company-wide has allowed Oxbo to use its capacity to accommodate unforeseen fluctuations in demand. “We rarely have to turn away an order because we now have the ability and flexibility to utilize surplus capacity at another location to meet the customer’s needs,” Perzia says. “If our capacity is being taxed for either part support or complete goods, I can call on another factory to make and ship the part that we need or start the machine on its production line.”
While Oxbo is primarily a self-contained company with a majority of its competencies vertically integrated within its own walls, the specialties of each manufacturing facility allows for a “quasi-outside resource,” as Perzia refers to it, for engineers to seek out an expert in shaking machine design to leverage for a similar product development project. “We can also work on the same project at several facilities at once with our common CAD platform,” he says.
Part inventory reduction
The corn harvester product lineup at Oxbo’s Clear Lake, WI facility was originally more disjointed, and at one time had several different engine packages with little commonality or technological cross-over, “so we standardized the engine subsystem,” says Perzia. Oxbo created a scalable framework which leveraged its core articulated design. The goal was to have engine package choices with each system containing the same hydraulic and electronic connection interfaces to make for a drop-in integration system.
“When I talk about modularity, if I can build a base chassis and customers choose engine package A, B or C depending on their power needs, I can provide them with maximum flexibility. So, if they choose C, it gets dropped into the machine on the manufacturing line and the hydraulic and electronic connections are all done seamlessly,” Perzia explains. “We can scale the chassis. If someone chooses the small chassis option, the same fundamental design will apply, and the way everything connects will be the same.
“We’re really trying to leverage interchangeable large system options like the engine or cab structure so a machine can be designed using a myriad of combinations. This helps us achieve a stronger buying power, as well, now that we can reduce the number of large system options we need to accommodate for several equipment models and increase the total number of units purchased from our supplier, lowering the overall cost per unit,” he continues. “It goes back to the economies of scale principle.”
Reducing the number of suppliers the company had to interact with was a great way for Oxbo—a low volume, high variety, highly engineering equipment manufacturer—to streamline its manufacturing process while achieving a more competitive pricing structure that larger OEMs benefit from through lower cost bulk purchasing.
“When we talk about demand variation at Oxbo, more often it means we have more business than we thought we would. So, if we weren’t using a modular system and I didn’t have the inventory on hand to start production right away, or the wrong engine was to get ordered, it makes it difficult to respond quickly,” says Perzia. “All of these processes have been formed to make our supply chain as nimble and responsive as possible. The more we consolidate similar components, the more flexible our inventory and supply chain becomes.”
With inventory space constraints, the more flexible one component can be, the more flexible a manufacturer can be to respond to unforeseen demands. “That works for Oxbo because we’re a low volume, high mix manufacturer. If you look at our production line, at any time there could be six different models being produced at one time, but three of the six can be using the same engine, for example. Even the steel behind the design is being lasered as we need it through our one-piece flow manufacturing model,” Perzia says.
The engineering departments (at all three manufacturing locations) always attempt to first try to utilize common key components already in Oxbo’s inventory. “If it compromises functionality or another important performance attribute, they know to look outside of that existing supply envelope. That’s where the operations and engineering groups have to coordinate with the buying and purchasing people to understand what our key suppliers and components are,” he says.
Where do we go from here?
Customers of precision agricultural equipment continue to demand advanced information analysis presented to them in the cab. The next step, according to Perzia, is to develop control systems for the cab that allow a customer to view things like operation performance data, harvesting data and yield monitoring. “Similarly, we’re saying let’s use common controller language, let’s use common components and programming so the look and feel, ease of operation and operator interface is consistent within Oxbo.”
“This is a continuous improvement framework,” Perzia states. “We are continuously honing our manufacturing processes, and I think there are many opportunities yet to be leveraged to be leaner. Not only do I want to leverage the facilities more, but similarly leverage our engineering expertise to have the capability and capacity to churn out more products. If we use proven practices, we can reuse and repackage systems more efficiently with the hopes of being able to develop new products quicker, better, faster and with less risk. We’re still on that journey.”